Microjet lasertehnoloogia seadmed vahvlite lõikamiseks SiC materjali töötlemine



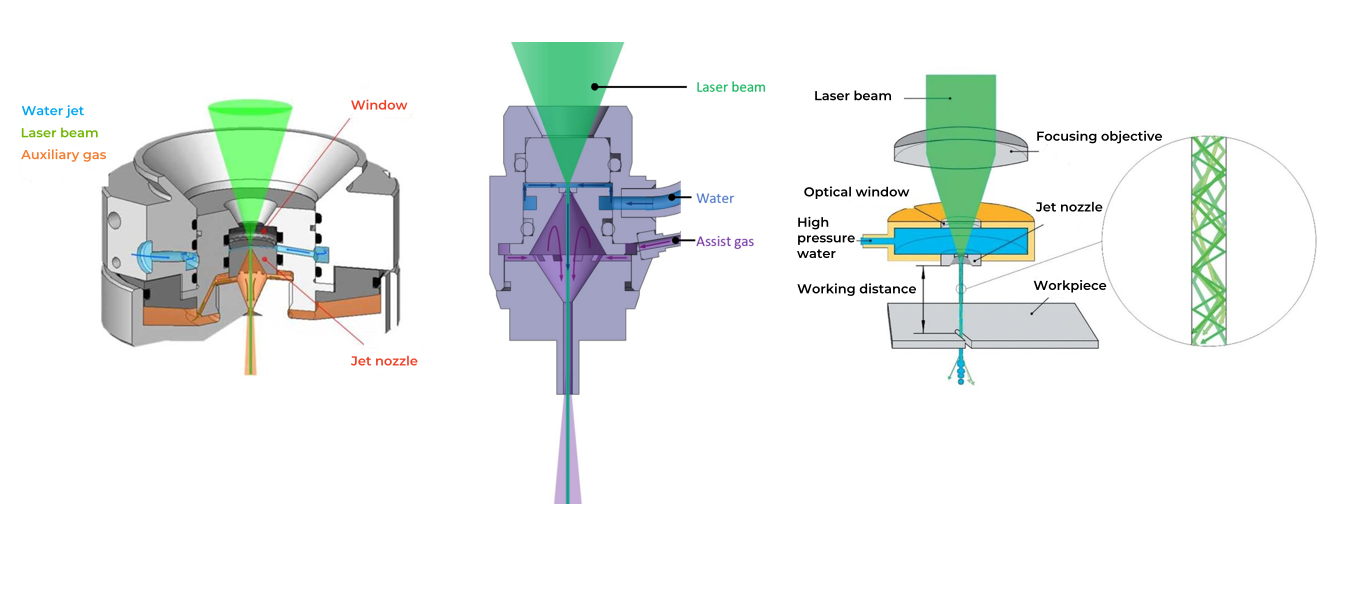
Tööpõhimõte:
1. Laserühendus: impulsslaser (UV/roheline/infrapuna) fokuseeritakse vedelikujoa sisse, et moodustada stabiilne energiaülekandekanal.
2. Vedeliku juhtimine: kiire juga (voolukiirus 50–200 m/s), mis jahutab töötlemisala ja eemaldab prahi, et vältida kuumuse kogunemist ja reostust.
3. Materjali eemaldamine: Laserenergia põhjustab vedelikus kavitatsiooniefekti, et saavutada materjali külmtöötlus (kuummõjutsoon <1μm).
4. Dünaamiline juhtimine: laserparameetrite (võimsus, sagedus) ja joasurve reaalajas reguleerimine vastavalt erinevate materjalide ja struktuuride vajadustele.
Peamised parameetrid:
1. Laseri võimsus: 10–500 W (reguleeritav)
2. Joa läbimõõt: 50–300 μm
3. Töötlemistäpsus: ±0,5 μm (lõikamine), sügavuse ja laiuse suhe 10:1 (puurimine)
Tehnilised eelised:
(1) Peaaegu olematu kuumakahjustus
- Vedelikjuga jahutamine hoiab kuummõjutsooni (HAZ) **<1 μm**-ni, vältides tavapärase lasertöötluse põhjustatud mikropragusid (HAZ on tavaliselt >10 μm).
(2) Ülitäpne töötlemine
- Lõikamise/puurimise täpsus kuni **±0,5 μm**, serva karedus Ra <0,2 μm, vähendab vajadust järgneva poleerimise järele.
- Toetab keerukate 3D-struktuuride töötlemist (näiteks kooniliste aukude, kujuga pilude).
(3) Lai materjalide ühilduvus
- Kõvad ja haprad materjalid: ränikarbiid (SiC), safiir, klaas, keraamika (traditsioonilisi meetodeid on lihtne purustada).
- Kuumustundlikud materjalid: polümeerid, bioloogilised koed (termilise denatureerimise oht puudub).
(4) Keskkonnakaitse ja -tõhusus
- Tolmu ei teki, vedelikku saab taaskasutada ja filtreerida.
- 30–50% suurem töötlemiskiirus (võrreldes töötlemisega).
(5) Intelligentne juhtimine
- Integreeritud visuaalne positsioneerimine ja tehisintellekti parameetrite optimeerimine, adaptiivne materjali paksus ja defektid.
Tehnilised andmed:
| Tööpinna maht | 300*300*150 | 400*400*200 |
| Lineaartelg XY | Lineaarmootor. Lineaarmootor | Lineaarmootor. Lineaarmootor |
| Lineaartelg Z | 150 | 200 |
| Positsioneerimistäpsus μm | +/-5 | +/-5 |
| Korduva positsioneerimise täpsus μm | +/-2 | +/-2 |
| Kiirendus G | 1 | 0,29 |
| Numbriline juhtimine | 3 telge / 3+1 telge / 3+2 telge | 3 telge / 3+1 telge / 3+2 telge |
| Numbrilise juhtimise tüüp | DPSS Nd:YAG | DPSS Nd:YAG |
| Lainepikkus nm | 532/1064 | 532/1064 |
| Nimivõimsus W | 50/100/200 | 50/100/200 |
| Veejuga | 40–100 | 40–100 |
| Düüsi rõhk bar | 50–100 | 50–600 |
| Mõõtmed (tööpink) (laius * pikkus * kõrgus) mm | 1445*1944*2260 | 1700*1500*2120 |
| Suurus (juhtkilp) (L * P * K) | 700*2500*1600 | 700*2500*1600 |
| Kaal (varustus) T | 2.5 | 3 |
| Kaal (juhtkilp) KG | 800 | 800 |
| Töötlemisvõime | Pinna karedus Ra≤1.6um Avamiskiirus ≥1,25 mm/s Ümbermõõdu lõikamine ≥6mm/s Lineaarne lõikekiirus ≥50 mm/s | Pinna karedus Ra≤1.2um Avamiskiirus ≥1,25 mm/s Ümbermõõdu lõikamine ≥6mm/s Lineaarne lõikekiirus ≥50 mm/s |
| Galliumnitriidkristallide, ülilaia keelutsooniga pooljuhtmaterjalide (teemant/galliumoksiid), kosmosetööstuse erimaterjalide, LTCC süsinikkeraamilise substraadi, fotogalvaanika, stsintillaatorkristallide ja muude materjalide töötlemiseks. Märkus: Töötlemisvõimsus varieerub sõltuvalt materjali omadustest
| ||
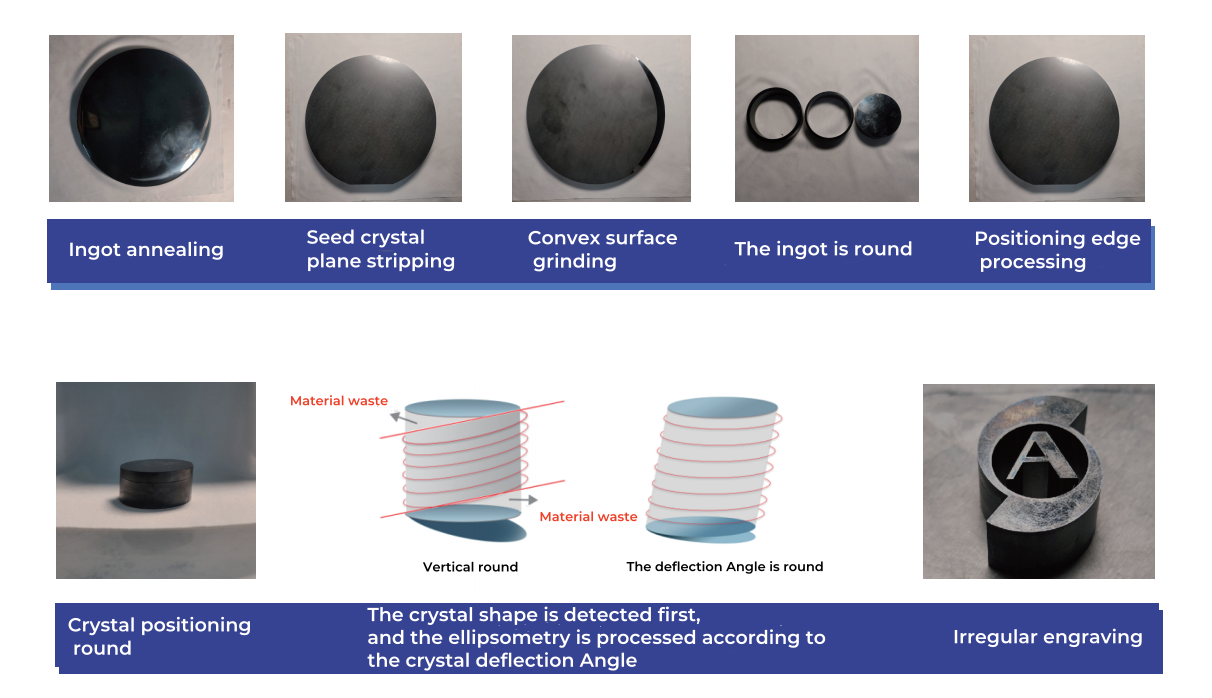
Töötlemisjuhtum:
XKH teenused:
XKH pakub mikrojetlasertehnoloogia seadmetele täielikku elutsükli teenindustuge, alates varajasest protsessi väljatöötamisest ja seadmete valiku konsultatsioonist kuni keskmise tähtajaga kohandatud süsteemi integreerimiseni (sh laserallika, joasüsteemi ja automatiseerimismooduli spetsiaalne sobitamine) kuni hilisema töö- ja hoolduskoolituse ning pideva protsessi optimeerimiseni. Kogu protsess on varustatud professionaalse tehnilise meeskonna toega. Tuginedes 20-aastasele täppistöötlemise kogemusele, saame pakkuda ühtseid lahendusi, sealhulgas seadmete kontrollimist, masstootmise juurutamist ja müügijärgset kiiret reageerimist (24 tundi tehnilist tuge + oluliste varuosade reserv) erinevatele tööstusharudele, nagu pooljuhtide ja meditsiini valdkond, ning lubame 12-kuulist garantiid ja eluaegset hooldus- ja uuendusteenust. Tagame, et kliendi seadmed säilitavad alati tööstusharu juhtiva töötlemisjõudluse ja stabiilsuse.
Detailne diagramm