Mikro-veejoaga juhitav lasertöötlusmasin

Detailne diagramm
Sissejuhatus
Kuna tootmine nõuab jätkuvalt suuremat täpsust ja tootlikkust,veejoaga juhitav laser (WJGL)Tehnoloogia on hoogu kogumas nii inseneriteaduse omaksvõtul kui ka turupotentsiaalil. Tipptasemel sektorites, nagu lennundus, elektroonika, meditsiiniseadmed ja autotööstus, kehtestatakse mõõtmete täpsusele, servade terviklikkusele, kuumusmõjutsoonide (HAZ) kontrollile ja materjali omaduste säilitamisele ranged nõuded. Tavapärased protsessid – mehaaniline töötlemine, termiline lõikamine ja standardne lasertöötlus – on sageli hädas liigse termilise mõju, mikropragunemise ja piiratud ühilduvusega väga peegeldavate või kuumustundlike materjalidega.
Nende piirangute lahendamiseks lisasid teadlased laserprotsessi kiire mikroveejoa, luues WJGL-i. Selles konfiguratsioonis toimib veejoa samaaegselt kakiirt juhtiv keskkondjaefektiivne jahutusvedeliku/prahi eemaldamise vahend, parandades lõikekvaliteeti ja laiendades materjalide rakendatavust. Kontseptuaalselt on WJGL traditsioonilise lasertöötluse ja veejoalõikuse uuenduslik hübriid, mis pakub suurt energiatihedust, suurt täpsust ja märkimisväärselt vähendatud termilisi kahjustusi – omadusi, mis toetavad laia valikut täppistootmise stsenaariume.

Veejoaga juhitava laseri tööpõhimõte
Nagu joonisel 1 näidatud, on WJGL-i keskne kontseptsioon edastada laserenergiat pideva veejoa kaudu, toimides tõhusalt "vedela optilise kiuna". Tavapärastes optilistes kiududes juhitakse valgusttäielik sisemine peegeldus (TIR)südamiku ja katte murdumisnäitaja erinevuse tõttu. WJGL kasutab sama mehhanismivee ja õhu liidesvee murdumisnäitaja on ligikaudu1.33, samal ajal kui õhk on umbes1.00Kui laser sobivatel tingimustel joaga ühendub, piirab TIR-kiirgus kiire veesambas, võimaldades stabiilset ja väikese hajumisega levikut töötlemistsooni suunas.
Joonis 1. Veejoaga juhitava laseri töötlemisomadused (skemaatiline)

Düüsi disain ja mikrojoa moodustamine
Laseri efektiivne sidumine joaga nõuab düüsi, mis on võimeline tekitama stabiilse, pideva, peaaegu silindrilise mikrojoa, võimaldades samal ajal laseril siseneda sobiva nurga all, et säilitada TIR-i vee ja õhu piiril. Kuna joa stabiilsus määrab tugevalt kiire läbilaskvuse stabiilsuse ja fokuseerimise järjepidevuse, tuginevad WJGL-süsteemid tavaliselt täpsele vedeliku juhtimisele ja hoolikalt konstrueeritud düüside geomeetriale.
Joonis 2 näitab erinevat tüüpi düüside (nt kapillaar- ja mitmesugused koonilised konstruktsioonid) tekitatud joaseisundeid. Düüsi geomeetria mõjutab joa kokkutõmbumist, stabiilset pikkust, turbulentsi teket ja sidestustõhusust, mõjutades seeläbi töötlemise kvaliteeti ja korduvust.
Vesi omab ka lainepikkusest sõltuvat neeldumist ja hajumist. Nähtavas ja lähiinfrapunakiirguse vahemikus on neeldumine suhteliselt madal, mis toetab tõhusat ülekannet. Seevastu neeldumine suureneb kaug-infrapuna- ja ultraviolettkiirguse vahemikus, seega töötab enamik WJGL-i rakendusi nähtavas kuni lähiinfrapunakiirguse sagedusalas.
Joonis 2. Mikrojoa moodustamise düüsi struktuurid: (a) kokkutõmbumise skeem; (b) kapillaardüüs; (c) kooniline düüs; (d) ülemine kooniline düüs; (e) alumine kooniline düüs

WJGL-i peamised eelised
Traditsiooniliste töötlemisviiside hulka kuuluvad mehaaniline lõikamine, termiline lõikamine (nt plasma/leek) ja tavapärane laserlõikus. Mehaaniline töötlemine on kontaktpõhine; tööriista kulumine ja lõikejõud võivad põhjustada mikrokahjustusi ja deformatsiooni, piirates saavutatavat täpsust ja pinna terviklikkust. Termiline lõikamine on efektiivne paksude sektsioonide puhul, kuid tekitab tavaliselt suuri kuumusalasid, jääkpingeid ja mikropragusid, mis vähendavad mehaanilist jõudlust. Tavapärane lasertöötlus, kuigi mitmekülgne, võib siiski kannatada suhteliselt suurte kuumusalade ja ebastabiilse jõudluse all väga peegeldavate või kuumustundlike materjalide puhul.
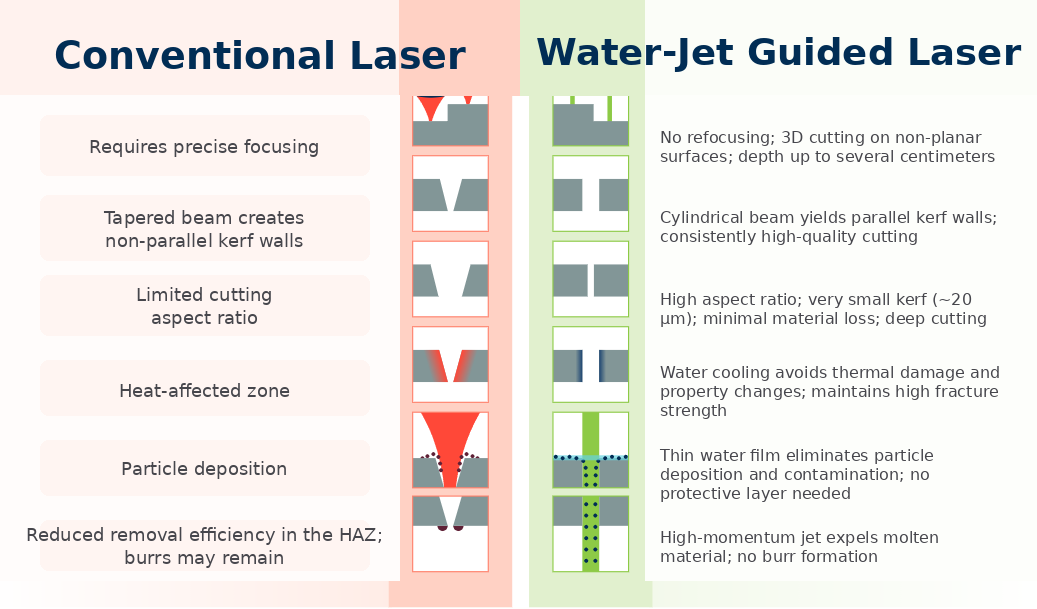
Nagu joonisel 3 kokku võetud, kasutab WJGL ülekandekeskkonnana vett ja samaaegselt jahutusvedelikku, vähendades oluliselt kuumuse ja kuumuse tsooni (HAZ) ning pärssides moonutusi ja mikropragunemist, parandades seeläbi täpsust ja serva/pinna kvaliteeti (vt joonis 4). Selle eelised saab kokku võtta järgmiselt:
-
Vähem termilist kahjustust ja parem kvaliteetSuur erisoojusmahtuvus ja pidev veevool eemaldavad soojuse kiiresti, piirates termilist akumuleerumist ning aidates säilitada mikrostruktuuri ja omadusi.
-
Täiustatud teravustamise stabiilsus ja energiakasutusJoa sees piiramine vähendab hajumist ja energiakadu võrreldes vabas ruumis levimisega, võimaldades suuremat energiatihedust ja ühtlasemat töötlemist – sobib hästi peenlõikamiseks, mikropuurimiseks ja keerukate geomeetriate töötlemiseks.
-
Puhtam ja ohutum tööVesikeskkond püüab kinni ja eemaldab aurud, osakesed ja prahi, vähendades õhusaastet ja parandades tööohutust.
Joonis 3. Tavapärase lasertöötluse ja WJGL-i võrdlus
Joonis 4. Tüüpiliste lõike- ja puurimistehnoloogiate võrdlus

Rakendusvaldkonnad
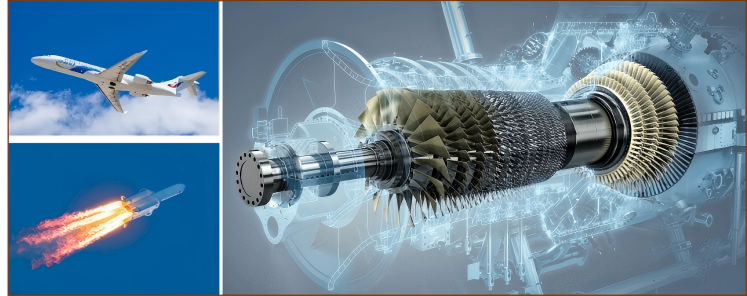
1) Lennundus ja kosmosetööstus
Lennundus- ja kosmosekomponentides kasutatakse sageli kõrgjõudlusega materjale, nagu titaanisulamid, niklipõhised sulamid, süsinikkiust tugevdatud plastik (CFRP), CMC ja keraamika, mida on keeruline töödelda, säilitades samal ajal nii täpsuse kui ka efektiivsuse. Tänu oma kõrgele energiatihedusele ja tõhusale jahutusele võimaldab WJGL täpset lõikamist vähendatud kuumuse ja auru tsooniga, minimeerides deformatsiooni ja omaduste halvenemist ning toetades töökindluse seisukohalt kriitilisi osi.
2) Meditsiiniseadmed
Meditsiiniseadmete tootmine nõuab selliste toodete nagu minimaalselt invasiivsete instrumentide, implantaatide ja diagnostiliste/terapeutiliste seadmete puhul erakordset täpsust, puhtust ja pinna terviklikkust. Töötlemistsooni jahutamise ja puhastamisega veevooluga vähendab WJGL termilisi kahjustusi ja pinna saastumist, parandades järjepidevust ja toetades biosobivust. See võimaldab ka keerukate geomeetriatega toodete täpset valmistamist kohandatud seadmete jaoks.

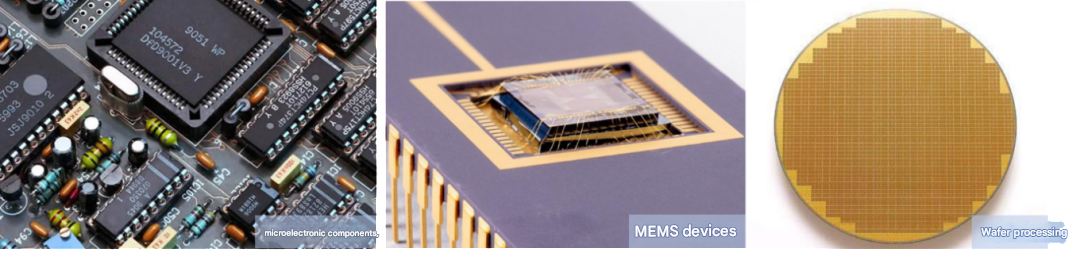
3) Elektroonika
Mikroelektroonikas ja pooljuhtide tootmises kasutatakse WJGL-i laialdaselt vahvlite tükeldamiseks, kiipide pakkimiseks ja mikrostruktureerimiseks tänu oma suurele täpsusele ja madalale termilisele mõjule. Vesijahutus leevendab tundlike komponentide kuumusest tingitud kahjustusi, parandades töökindlust ja jõudluse stabiilsust.
4) Teemanttöötlus
Teemant- ja muude ülikõvade materjalide osade puhul pakub WJGL ülitäpset lõikamist ja puurimist, millel on madal termiline mõju, minimaalne mehaaniline pinge, kõrge efektiivsus ja suurepärane serva/pinna kvaliteet. Võrreldes tavapäraste mehaaniliste meetodite ja mõnede lasertehnikatega on WJGL sageli materjali terviklikkuse säilitamisel ja defektide vähendamisel tõhusam.

Veejoaga juhitava laseri (WJGL) KKK
1) Mis on veejoaga juhitav laser (WJGL) töötlemine?
WJGL on lasertöötlusmeetod, mille puhul laserkiir sidestatakse mikroveejoaga. Veejuga toimib nii kiirt juhtiva kui ka jahutava/prahi eemaldava keskkonnana, võimaldades suurt täpsust ja vähendatud termilist kahjustust.
2) Kuidas WJGL töötab?
WJGL tugineb täielikule sisemisele peegeldusele vee ja õhu piiril. Kuna veel ja õhul on erinevad murdumisnäitajad, saab laserit veesambas hoida ja juhtida – sarnaselt „vedela optilise kiuga” – ning stabiilselt töötlemispiirkonda suunata.
3) Miks vähendab WJGL kuumusest mõjutatud tsooni (HAZ)?
Pidevalt voolav vesi eemaldab oma suure soojusmahtuvuse tõttu tõhusalt soojust. See pärsib soojuse akumuleerumist, vähendades HAZ-i, moonutusi ja mikropragunemist.
4) Millised on peamised eelised tavapärase lasertöötlusega võrreldes?
Peamised eelised hõlmavad tavaliselt järgmist:
-
Väiksem või puudub ümberfokuseerimise vajadus; sobib mittetasapinnaliseks/3D-lõikamiseks
-
Ühtlasemad ja paralleelsemad lõikeseinad ning parem lõikekvaliteet
-
Märkimisväärselt väiksem termiline mõju (väiksem HAZ)
-
Puhtam töötlemine: vesi püüab kinni osakesed ja aitab vältida sadestumist/saastumist
-
Vähem ebatasasusi: juga aitab sulanud materjali lõikekohast välja paisata
Meist
XKH on spetsialiseerunud spetsiaalse optilise klaasi ja uute kristallmaterjalide kõrgtehnoloogilisele arendamisele, tootmisele ja müügile. Meie tooted on mõeldud optilisele elektroonikale, tarbeelektroonikale ja sõjaväele. Pakume safiiroptilisi komponente, mobiiltelefonide objektiivikatteid, keraamikat, LT-d, ränikarbiidist SIC-i, kvartsist ja pooljuhtkristallplaate. Tänu oskusteabele ja tipptasemel seadmetele oleme silmapaistvad mittestandardsete toodete töötlemisel, seades eesmärgiks olla juhtiv optoelektrooniliste materjalide kõrgtehnoloogiline ettevõte.

Seotud tooted
-
Dia50,8 × 0,1 / 0,17 / 0,2 / 0,25 / 0,3 mmt safiir ...
-

6-tollised 150 mm ränikarbiidist SiC vahvlid 4H-N tüüpi ...
-
SiO2 õhukese kilega termilise oksiidi räni vahvel 4-tolline...
-
Safiirsammas täielikult poleeritud kulumiskindel ...
-

Safiirplaadil epitaksiaalselt kasvatatud galliumnitriid (GaN)
-

SiC-keraamiline padrunialus Keraamilised iminapad...