Infrapuna pikosekundiline kaheplatvormiline laserlõikusseade optilise klaasi/kvartsi/safiiri töötlemiseks



Peamine parameeter
| Laseri tüüp | Infrapuna pikosekund |
| Platvormi suurus | 700 × 1200 (mm) |
| 900 × 1400 (mm) | |
| Lõikepaksus | 0,03–80 (mm) |
| Lõikekiirus | 0–1000 (mm/s) |
| Lõikeserva purunemine | <0,01 (mm) |
| Märkus: Platvormi suurust saab kohandada. | |
Peamised omadused
1. Ülikiire lasertehnoloogia:
· Pikosekundilised lühikesed impulsid (10⁻¹²s) koos MOPA häälestamistehnoloogiaga saavutavad tippvõimsustiheduse >10¹² W/cm².
· Infrapuna lainepikkus (1064 nm) tungib läbipaistvatesse materjalidesse mittelineaarse neeldumise kaudu, hoides ära pinna ablatsiooni.
· Patenteeritud mitmefookuslik optiline süsteem genereerib samaaegselt neli sõltumatut töötluspunkti.
2. Kahe jaama sünkroniseerimissüsteem:
· Graniitpõhjal kahekordsed lineaarmootori astmed (positsioneerimistäpsus: ±1 μm).
· Jaama lülitusaeg <0,8 s, mis võimaldab paralleelseid "töötlemis-laadimise/mahalaadimise" toiminguid.
· Sõltumatu temperatuuri reguleerimine (23±0,5°C) jaama kohta tagab pikaajalise töötlemise stabiilsuse.
3. Intelligentne protsessijuhtimine:
· Integreeritud materjalide andmebaas (200+ klaasiparameetrit) automaatseks parameetrite sobitamiseks.
· Reaalajas plasmamonitooring reguleerib dünaamiliselt laserenergiat (reguleerimise eraldusvõime: 0,1 mJ).
· Õhkkardina kaitse minimeerib servade mikropragusid (<3μm).
Tüüpilises rakenduses, mis hõlmab 0,5 mm paksuse safiirplaadi tükeldamist, saavutab süsteem lõikekiiruse 300 mm/s ja tükeldusmõõtmed on <10 μm, mis tähendab 5-kordset efektiivsuse paranemist võrreldes traditsiooniliste meetoditega.
Töötlemise eelised
1. Integreeritud kahejaamaline lõike- ja jagamissüsteem paindlikuks tööks;
2. Keeruliste geomeetriate kiire töötlemine suurendab protsessi muundamise efektiivsust;
3. Koonusevabad lõikeservad minimaalse hakkimisega (<50 μm) ja operaatori ohutu käsitsemisega;
4. Sujuv üleminek tootespetsifikatsioonide vahel intuitiivse toimimisega;
5. Madalad tegevuskulud, kõrge saagikuse määr, tarbekaupade ja saastevaba protsess;
6. Räbu, jäätmete või reovee teke null, garanteerides pinna terviklikkuse;
Näidiskuva
Tüüpilised rakendused
1. Tarbeelektroonika tootmine:
· Nutitelefoni 3D-katteklaasi täpne kontuurilõikus (R-nurga täpsus: ±0,01 mm).
· Mikroaukude puurimine safiirkellade läätsedesse (minimaalne ava: Ø0,3 mm).
· Ekraanialuste kaamerate optiliste klaasist läbilaskvate tsoonide viimistlemine.
2. Optiliste komponentide tootmine:
· AR/VR-läätsemassiivide mikrostruktuuri töötlemine (elementide suurus ≥20 μm).
· Kvartsprismade nurga all lõikamine laserkollimaatorite jaoks (nurga tolerants: ±15").
· Infrapunafiltrite profiili kujundamine (lõikekontens <0,5°).
3. Pooljuhtide pakend:
· Klaasist läbivjuhtme (TGV) töötlemine kiibi tasandil (kuvasuhe 1:10).
· Mikrokanalite söövitus klaasalustele mikrofluidkiipide jaoks (Ra <0,1 μm).
· MEMS-kvartsresonaatorite sagedushäälestamise lõiked.
Autotööstuse LiDAR-optiliste akende valmistamiseks võimaldab süsteem 2 mm paksuse kvartsklaasi kontuurlõikamist lõikeperpendikulaarsusega 89,5 ± 0,3°, mis vastab autotööstuse vibratsioonikatsete nõuetele.
Protsessirakendused
Spetsiaalselt loodud habraste/kõvade materjalide täpseks lõikamiseks, sealhulgas:
1. Standardklaas ja optilised klaasid (BK7, sulatatud ränidioksiid);
2. Kvartskristallid ja safiirpinnad;
3. Karastatud klaas ja optilised filtrid
4. Peegelpinnad
Võimalik nii kontuurlõikamiseks kui ka täpseks sisemiste aukude puurimiseks (minimaalne Ø 0,3 mm)
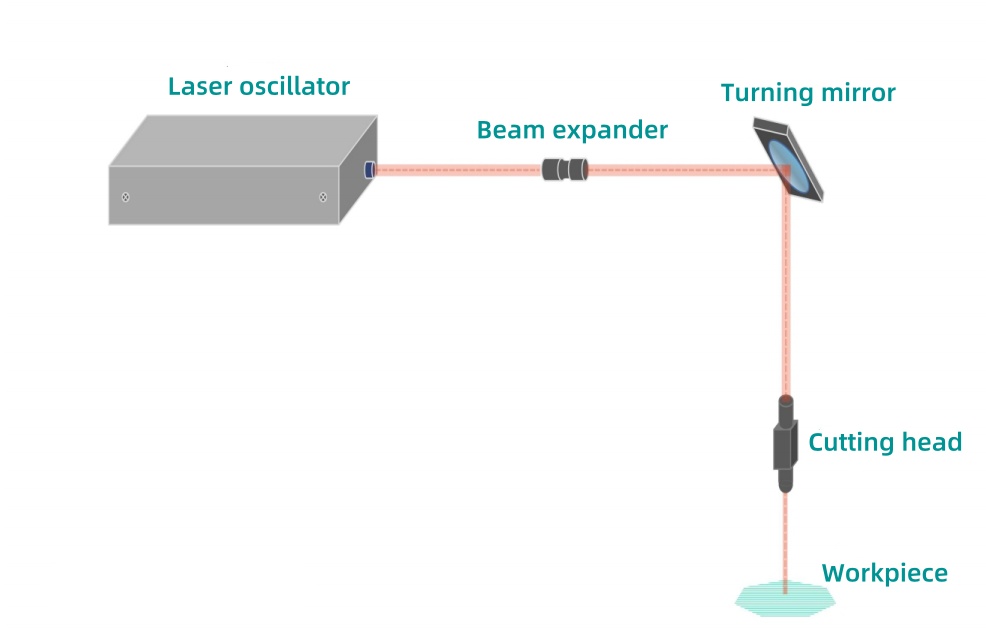
Laserlõikuse põhimõte
Laser genereerib ülilühikesi impulsse äärmiselt suure energiaga, mis interakteeruvad töödeldava detailiga femtosekundi kuni pikosekundi jooksul. Materjalis levimise ajal lõhub laserkiir selle pingestruktuuri, moodustades mikroni suurused filamentaažiaugud. Optimeeritud aukude vahekaugus tekitab kontrollitud mikropraod, mis koos lõhustumistehnoloogiaga saavutavad täpse eraldamise.
Laserlõikuse eelised
1.Kõrge automatiseerimise integreerimine (kombineeritud lõikamis-/lõhkumisfunktsioon) madala energiatarbe ja lihtsustatud tööga;
2. Kontaktivaba töötlemine võimaldab ainulaadseid võimalusi, mis on tavapäraste meetoditega saavutamatud;
3. Tarbekaupadeta töö vähendab jooksvaid kulusid ja suurendab keskkonnasäästlikkust;
4.Suurepärane täpsus null koonusnurga ja tooriku teisese kahjustuse kõrvaldamisega;
XKH pakub oma laserlõikussüsteemidele igakülgseid kohandamisteenuseid, sealhulgas kohandatud platvormikonfiguratsioone, spetsiaalsete protsessiparameetrite väljatöötamist ja rakenduspõhiseid lahendusi, et rahuldada ainulaadseid tootmisnõudeid erinevates tööstusharudes.