Infrapuna nanosekundiline laserpuurseade klaasi puurimiseks paksusega ≤20mm



Peamine parameeter
| Laseri tüüp | Infrapuna nanosekund |
| Platvormi suurus | 800 * 600 (mm) |
|
| 2000 * 1200 (mm) |
| Puurimise paksus | ≤20 (mm) |
| Puurimiskiirus | 0–5000 (mm/s) |
| Puurimisserva purunemine | <0,5 (mm) |
| Märkus: Platvormi suurust saab kohandada. | |
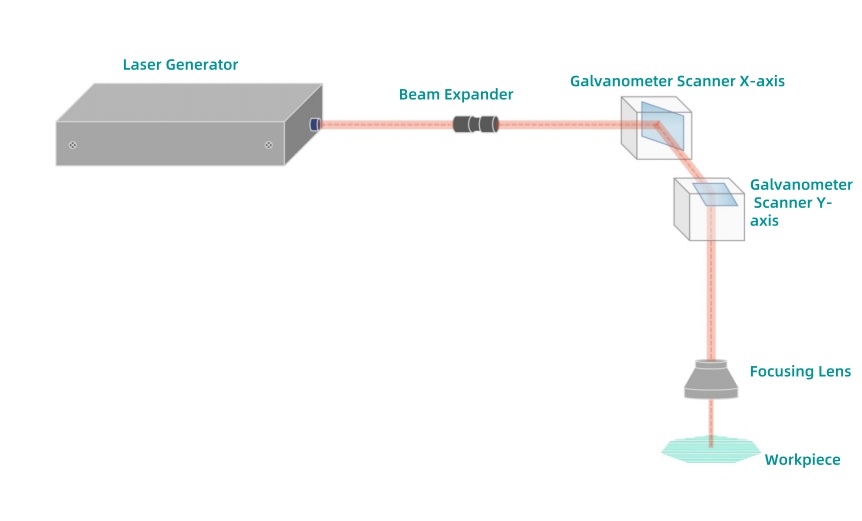
Laserpuurimise põhimõte
Laserkiir fokuseeritakse tooriku paksuse suhtes optimaalsesse asendisse ja seejärel skaneeritakse suurel kiirusel mööda etteantud trajektoore. Koostoimes suure energiaga laserkiirega eemaldatakse sihtmaterjal kiht-kihilt, moodustades lõikekanalid, saavutades täpse perforatsiooni (ringikujulised, ruudukujulised või keeruka geomeetriaga) kontrollitud materjali eraldamisega.
Laserpuurimise eelised
· Kõrge automatiseerimise integratsioon minimaalse energiatarbimise ja lihtsustatud tööga;
· Kontaktivaba töötlemine võimaldab tavapärastest meetoditest kaugemale ulatuvaid piiramatuid mustrigeomeetriaid;
· Tarbekaupadeta töö vähendab tegevuskulusid ja suurendab keskkonnasäästlikkust;
· Suurepärane täpsus minimaalse servade mõranemisega ja tooriku teisese kahjustuse kõrvaldamisega;
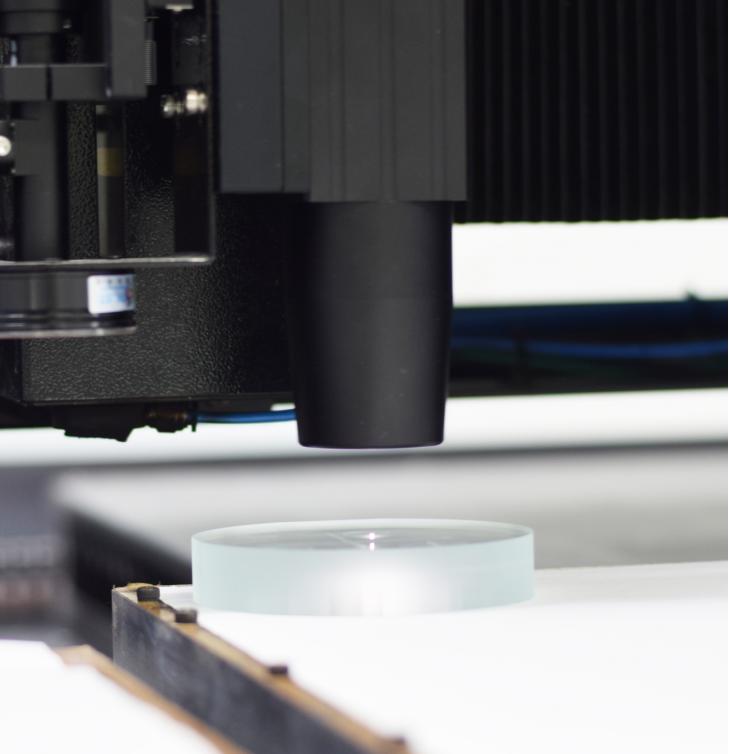

Näidiskuva
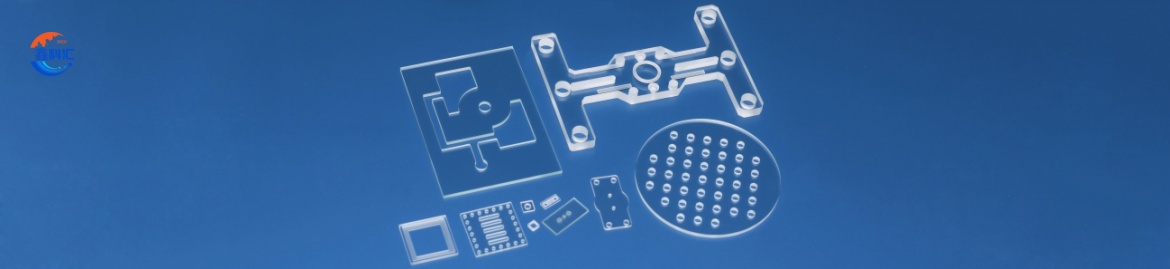
Protsessirakendused
Süsteem on loodud habraste/kõvade materjalide täpseks töötlemiseks, sealhulgas puurimiseks, soonte freesimiseks, kile eemaldamiseks ja pinnatekstureerimiseks. Tüüpilised rakendused on järgmised:
1. Dušiukse komponentide puurimine ja sälgustamine
2. Seadme klaaspaneelide täpne perforatsioon
3. Päikesepaneel puurimise teel
4. Lüliti/pistikupesa katteplaadi perforatsioon
5. Peegelkatte eemaldamine puurimise teel
6. Spetsiaalsete toodete jaoks kohandatud pinnatekstureerimine ja soonestamine
Töötlemise eelised
1. Suureformaadiline platvorm mahutab erinevaid tootemõõtmeid eri tööstusharudes
2. Ühe läbimisega saavutatav keerukas kontuurpuurimine
3. Minimaalne servade mõranemine ja suurepärane pinnaviimistlus (Ra <0,8 μm)
4. Sujuv üleminek tootespetsifikatsioonide vahel intuitiivse kasutamise abil
5. Kulutõhus tegevus, mis hõlmab järgmist:
· Kõrge saagikus (>99,2%)
· Tarbekaupadeta töötlemine
· Null saasteainete heitkogused
6. Kontaktivaba töötlemine tagab pinna terviklikkuse säilimise
Peamised omadused
1. Täppis-soojushalduse tehnoloogia:
· Kasutab mitmepulss-progressiivset puurimisprotsessi reguleeritava ühepulss-energiaga (0,1–50 mJ)
· Innovatiivne külgmine õhkkardina kaitsesüsteem piirab kuumusest mõjutatud tsooni augu läbimõõdust 10% piiresse
· Reaalajas infrapuna temperatuuri jälgimise moodul kompenseerib automaatselt energiaparameetreid (±2% stabiilsus)
2. Intelligentne töötlemisplatvorm:
· Varustatud ülitäpse lineaarmootoriga (korduvpositsioneerimistäpsus: ±2 μm)
· Integreeritud nägemise joondamise süsteem (5-megapiksline CCD, tuvastustäpsus: ±5 μm)
· Eelinstallitud protsesside andmebaas optimeeritud parameetritega enam kui 50 tüüpi klaasmaterjalide jaoks
3. Suure efektiivsusega tootmisdisain:
· Kahejaamaline vahelduv töörežiim materjalivahetusajaga ≤3 sekundit
· Standardne töötlemistsükkel 1 auk/0,5 sekundit (Φ0,5 mm läbiva ava)
· Modulaarne disain võimaldab teravustamisläätsede komplektide kiiret vahetamist (töötlemisvahemik: Φ0,1–10 mm)
Hapra kõva materjali töötlemise rakendused
| Materjali tüüp | Rakendusstsenaarium | Sisu töötlemine |
| Naatriumklaas | Dušiuksed | Kinnitusavad ja drenaažikanalid |
| Seadmete juhtpaneelid | Drenaažiavade massiivid | |
| Karastatud klaas | Ahju vaateaknad | Ventilatsiooniavade massiivid |
| Induktsioonpliidiplaadid | Nurga all olevad jahutuskanalid | |
| Borosilikaatklaas | Päikesepaneelid | Kinnitusaugud |
| Laboriklaasnõud | Kohandatud drenaažikanalid | |
| Klaaskeraamika | Pliidiplaadid | Põleti positsioneerimisavad |
| Induktsioonpliidid | Andurite kinnitusavade massiivid | |
| Safiir | Nutiseadmete ümbrised | Ventilatsiooniavad |
| Tööstuslikud vaateaknad | Tugevdatud augud | |
| Kaetud klaas | Vannitoa peeglid | Kinnitusavad (katte eemaldamine + puurimine) |
| Kardinseinad | Madala E-klaasiga peidetud äravooluavad | |
| Keraamiline klaas | Lüliti/pistikupesa katted | Turvapesad + juhtmeaugud |
| Tuletõkked | Avariirõhu avad |
XKH pakub infrapuna nanosekundilise laseriga klaasist puurimisseadmetele igakülgset tehnilist tuge ja lisaväärtusteenuseid, et tagada optimaalne jõudlus kogu seadme elutsükli vältel. Pakume kohandatud protsesside arendusteenuseid, mille raames meie insenerimeeskond teeb klientidega tihedat koostööd, et luua materjalispetsiifilisi parameetriteeke, sealhulgas spetsiaalseid puurimisprogramme keerukate materjalide, näiteks safiiri ja karastatud klaasi jaoks paksusega vahemikus 0,1 mm kuni 20 mm. Tootmise optimeerimiseks viime kohapeal läbi seadmete kalibreerimise ja jõudluse valideerimise katseid, tagades, et olulised näitajad, nagu augu läbimõõdu tolerants (±5 μm) ja serva kvaliteet (Ra<0,5 μm), vastavad tööstusstandarditele.
Seotud tooted
-
Safiirroheline vääriskivi oliivrohelise tehiskivi jaoks...
-
Safiirvardad Tööstuslikud rakendused safiirvardad...
-

Sünteetiline kirsiõie roosa safiirkivi...
-

Safiirvarda silindri koonilise otsaga varras koonilised vardad
-

Safiir-optiline prisma Kõrge läbilaskvus ja res...
-

Objektiivi prisma optiline klaas DSP kohandatud suurus 99.999...